角度类量具、一般量规和检验常用辅助器具等。
一、角度类量具
二、一般量规
三、常用辅助器具
常用辅助器具包括(不仅仅这些):
1、平板
2、方箱
3、V型块(架)
4、磁性表座
5、万能表座
6、千斤顶
7、活头(可调整)千斤顶
8、检验棒
9、铜榔头
10、分度头

检验棒
1、定义
主要用来检查主轴套筒类零部件的径向圆跳动、轴向窜动、同轴度、平行度及其与导轨的平行度等几何误差的标准圆柱(或圆锥)称为检验棒。
常用带标准锥柄检验棒、圆柱机床检验棒、专用检验棒三种。机床检验棒是机床制造及修理工作中的常备工具,机床检验棒用工具钢制造,经过热处理及精密加工,结构上有足够的刚性。
2、型式
圆柱、圆锥检验棒的型式及实物见图1、图2和图3。
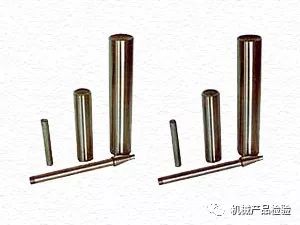

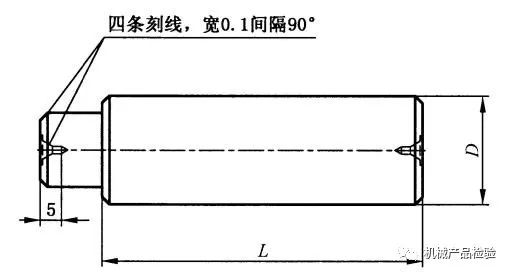
图1 圆柱检验棒(D≤40)的结构图及实物照片


图2 圆柱检验棒(D>40mm)结构图及实物照片


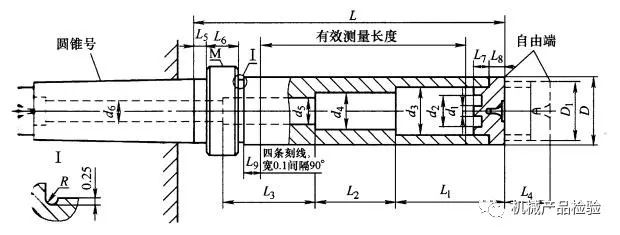
图3 圆锥检验棒结构图及实物照片
图3中双点画线所示是可以制造加长部分,但是结构不会变;莫氏0号~2号检验棒是实心原由网结构;检验棒两端带保护锥的中心孔是经过磨削或研磨加工的,精度比较高。
3、技术参数
(1)型式//www.58yuanyou.com和规格
型式和精度等级见表1
表1 检验棒型式和精度等级
型 式 |
圆锥号 |
代号 |
精度等级 |
|||
圆锥检验棒 |
莫氏圆锥检验棒 |
A |
0—6 |
MS |
M |
P |
B |
— |
|||||
米制圆锥检验棒 |
A |
80—200 |
MZ |
P |
||
B |
— |
|||||
7:24圆锥检验棒 |
A |
30—80 |
7:24 |
P |
||
B |
— |
|||||
圆柱检验棒 |
— |
— |
YZ |
P |
(2)圆柱检验棒
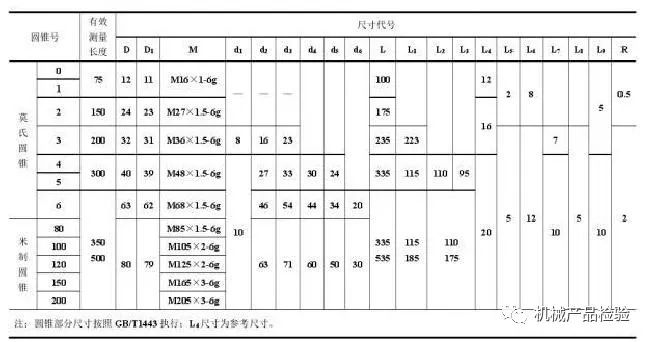
1)D≤40圆柱检验棒尺寸见表2
表2 圆柱检验棒(D≤40)的尺寸表
直径D |
长度L |
|||||
(8) |
25 |
40 |
50 |
63 |
80 |
100 |
10 |
50 |
63 |
80 |
100 |
125 |
160 |
(12.5) |
100 |
125 |
160 |
200 |
||
16 |
100 |
125 |
160 |
200 |
250 |
|
(20) |
||||||
25 |
||||||
(30) |
160 |
200 |
250 |
|||
40 |
||||||
注:带括号尺寸尽量不采用。 |
2)圆柱检验棒(D>40mm)尺寸见表3
表3 圆柱检验棒(D>40mm)尺寸表
直径D |
长度L |
d |
||
(50) |
315 |
400 |
500 |
36 |
63 |
50 |
|||
80 |
630 |
800(750) |
1000 |
60 |
125 |
1250 |
1600(1500) |
105 |
|
注:带括号尺寸尽量不采用。 |
3)圆柱检验棒的有效测量长度:在L的两端各去掉l长度为有效测量长度,其l见表4
表4 圆柱检验棒有效测量长度
长度L |
≤50 |
>50—80 |
>80—250 |
≥315 |
有效测量长度l |
4 |
5 |
6 |
10 |
(2)圆锥检验棒
1)A型莫氏圆锥、米制圆锥检验棒的结构见图3、尺寸见表5
2)A型7:24圆锥检验棒、B型7:24圆锥检验棒和B型莫氏圆锥、米制圆锥检验棒的结构和尺寸尺寸,由于篇幅所限不在此详述,需要时参阅GBT25377-2010《检验棒》。
4、使用注意事项
1)检验棒在检测中应用非常多的是作为模拟心轴的使用;由于其尺寸规格受到限制,经常采用标准圆柱代替检验棒进行检验。
2)不准用手摸检验棒的工作面以免引起生锈。
3)使用期间,要把检验棒放在适当的地方,不要放在机床导轨或机床刀架上,以免造成损坏。
4)使用完毕要用清洁的棉纱或软布擦干净,涂一层无酸凡士林或防锈油;放在专用木盒内,然后收放好。
5、使用案例
(1)内外圆同轴度的检验。在排除内外圆本身的形状误差时,可用圆跳动量的多少来计算。以内孔为基准时(用芯轴或检验棒),可把工件装在两顶尖的心轴上,用百分表或扛杆表检验(图4)。百分表(或杠杆表)在工件转一周的读数,就是工件的圆跳动。
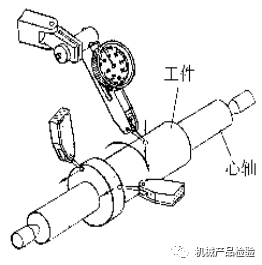
图4内外圆同轴度的检验
(2)齿向精度检验
齿向准确度检验,如图5所示。将锥齿轮套入测量心轴(检验棒),心轴装夹于分度头上,校正分度头主轴使其处于水平位置,然后在游标高度尺上装一杠杆百分表,用百分表找出测量心轴上母线的最高点,并调整零位,将游标高度尺连同百分表降下一个心轴半径尺www.58yuanyou.com寸,此时百分表的测头零位正好处在锥齿轮的中心位置上。再用调好零位的百分表去测量齿轮处于水平方向的某一个齿面,使该齿大小端的齿面最高点都处在百分表的零位上。此时,该齿面的延伸线与齿轮轴线重合。以后,只须摇动分度盘依次进行分齿,并测量大小端读数是否一致,若读数一致,说//www.58yuanyou.com明该齿侧方向齿向精度是合格的,否则,该项精度有误差。一侧齿测量完毕后,将百分表测头改成反方向,用同样的方法测量轮齿另一侧的齿向精度。
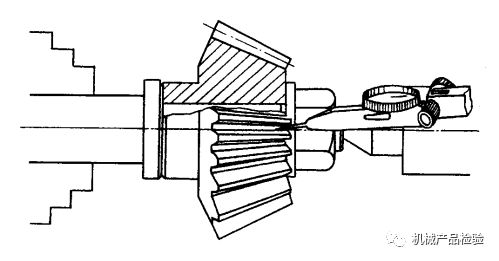
图5齿向精度检验
(3)机床精度检验
1)刀架移动对主轴轴线的平行度误差检测。检测器具与辅具有:百分表及磁力表架、检验棒。
检验方法 如图6所示,将检验棒插入主轴锥孔内,指示器(百分表)固定在溜板刀架上,使其测头在水平面内触及原由网检验棒。调整小刀架,使百分表在检验棒两端的读数相等。再将指示器测头在垂直平面内触及检验棒,移动小刀架检验。将主轴旋转180,再同样检验一次。两次测量结果的代数和之半,就是平行度误差.图6 刀架移动对主轴轴线的平行度误差检测。

图6 刀架移动对主轴轴线的平行度误差检测
2)床头和尾座两顶尖的等高度检测。检测器具与辅具:检验棒、百分表及磁力表架。
检验方法:如图7、图8所示,在主轴与尾座顶尖间装入检验棒(或置于两顶尖间见图8),将指示器固定在溜板上,使其测头在垂直平面内触及检验棒;将溜板移至适当位置,即在检验棒的两极限位置上作检验;再移动百分表与检验棒上母线接触找到最高点(圆周截面Ⅰ上),记下a点百分表最高点读数;再将溜板移至尾座端,再移动百分表与检验棒上母线接触找到最高点(圆周截面Ⅱ上),记下b点百分表最高点读数;a、b之差即为该项等高度误差值,且a应该大于b。
当最大工件长度小于或等于500mm时,尾座应紧固在床身导轨末端。如果大于500mm,则尾座应紧固在一半地方。检验时尾座顶尖套应退入尾座内,并锁紧。
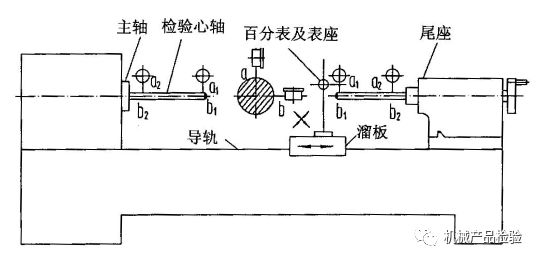
图7床头和尾座两顶尖的等高度检测示意图1
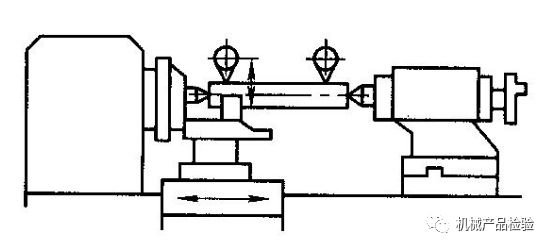
图8 床头和尾座两顶尖的等高度检测示意图2