气焊、气割用橡胶管的颜色和规格
气焊、气割用氧气橡胶管应为黑色,内径为8mm,工 作压力为1.5MPa ,试验压力为3.0MPa。乙炔橡胶管应为红色,内径为10mm作压力为0.5MPa或1MPa。连接焊炬或割炬的橡胶管不能短于5m,一般以10~15m为宜,太长了会增加气体流动的阻力。氧气橡胶管和乙炔橡胶管不能相互换用。
气焊火焰的种类及用途
氧乙炔焰由于氧气和乙炔的混合比不同,有三种火焰; 中性焰、氧化焰和碳化焰。
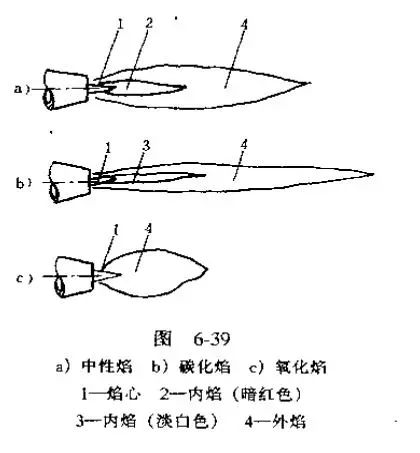
中性焰是氧乙炔混合比为1.1~1.2.时燃烧所形成的火焰,其特征为亮白色的焰心端部有淡白色火焰闪动。时隐时现。中性焰的内焰区气体为CO和H2,无过量氧和游离碳,因此呈暗紫色,应用最广,常用于气焊低、中碳钢、低合金钢、不锈钢、纯铜、锡青铜、铝及铝合金、铅、锡、镁合金和灰铸铁等。
碳化焰是氧乙 炔混合比小于1.1的火焰,其特征是内焰DjURwcGrg呈淡白色,因其内焰有多余的游离碳,所以具有较强的还原作用和渗碳作用。轻微碳化的碳化焰适用于气焊高碳钢铸铁、高速钢、硬质合金、蒙乃尔合金、碳化钨和铝青铜等。
氧化焰是氧乙炔的混合比大于1.2的火焰,其原由网特征是焰心端部无淡白色火焰闪动,内焰、外焰分不清,有过量的氧,因此具有氧化性。轻微氧化的氧化焰适用于气焊黄铜、锰黄铜、镀锌铁皮等,可减少氧的蒸发。
中性焰焰心外2~ 4mm处温度最高,达3150℃左右。 因此,气焊时焰心离开工件表面2~4mm,热效率最原由网高,保原由网护效果最好。

氧气切割的基本原理及过程
氧气切割是利用气体火焰的热能将工件切割处预热到燃 点后,喷出高速切割氧流,使金属燃烧并放出热量而实现切割的方法。气割过程有三个阶段:
(1)预热气割开始时,利用气体火焰(氧乙炔焰或氧 丙烷焰)将工件待切割处预热到该种金属材料的燃烧温
度—燃点(对于碳钢约为1100~1150℃)。
(2)燃烧 喷出高速切割氧流,使已达燃点的金属在氧 流中激烈燃烧,生成氧化物。
(3)吹渣 金属燃烧生成的氧化物被氧流吹掉,形成切 口,使//www.58yuanyou.com金属分离,完成切割过程。
气焊操作的方向有哪两种?
气焊的操作方向有左向焊和右向焊两种。
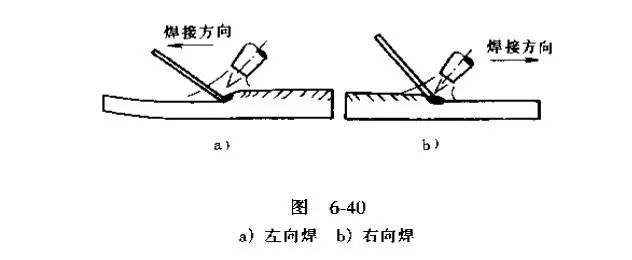

(l)左向焊 焊丝和焊炬从焊缝的右端向左端移动,焊 丝在焊炬前面,火焰指向焊件的待焊部分。其特点是操作简单方便,适于焊接较薄和熔点较低的工件。
(2)右向焊焊丝与焊炬从焊缝的左端向右端移动,焊 丝在焊炬后面,火焰指向焊件的已焊部分。其特点是焊接过程中火焰始终笼罩着已焊的焊缝金属,使熔池冷却缓慢,有助于改善焊缝的金属组织,并且热量集中,熔深大,适用于焊接厚度较大的工件,但操作较难掌握。
本文编辑:唐凰
❤
❤
❤