周末了,想必大家都痛痛快快地放松了一天。由于天气原因,我在家待了整天。刚好有些事情要处理,这边内部兄弟有些问题来解www.58yuanyou.com答一下。
这里我分享其中一个比较有代表性的问题解决过程。问题是这样的,他们用某国产机系统走G0很不准确,如果再工件内抬刀(没有抬刀安全高度)一条斜线XY不是同时到达。这里我可以理解为G0跑的速度太快了,惯性大,可能机床性能也不怎么好。
要求是抬刀能以G1走,自己定义进给速度。他之前是通过手动修改出来的,所以问我看能不能解决他这一难题。达到些上移,需要通过编程时定义参数以及修改后处理来实现。
先从软件里面设置好参数,然后再修改后处理(这个没有顺序的)。这里我以外形铣的界面为例,其它刀具路径方法也是一样的。
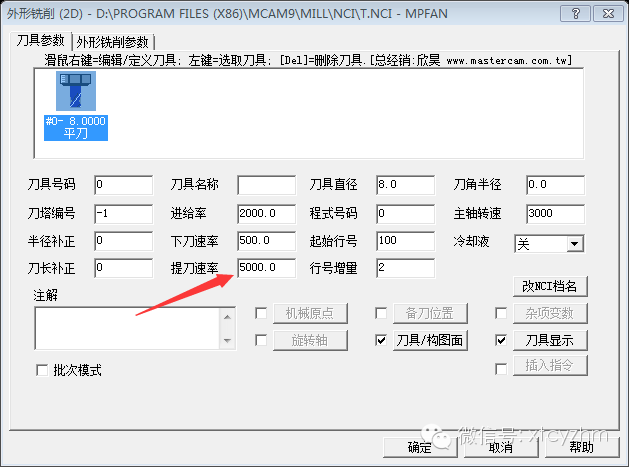
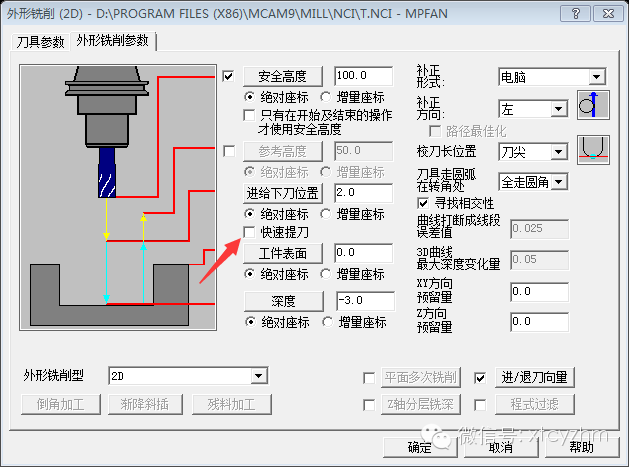
注意:把刀具参数的提刀速度设置好,然后确保编程参数的快速提刀没有打勾。如果没有设置提刀速度默认的出来是0,不然后原由网处理出的程序上机跑,到F//www.58yuanyou.com0处会报警。
至于怎样确保每次都会有抬刀速度,第一,我原由网们可以定义刀具参数,这是最方便的。第二,可以通过修改模板,把所有刀路策略的模板都修改成我们需要的进给值,这种方法有个弊端,只能自己填刀具的其它参数,如果我先选用刀具参数,它会直接读取刀具参数。建议用第一种方案,我自己也会选择第一种。
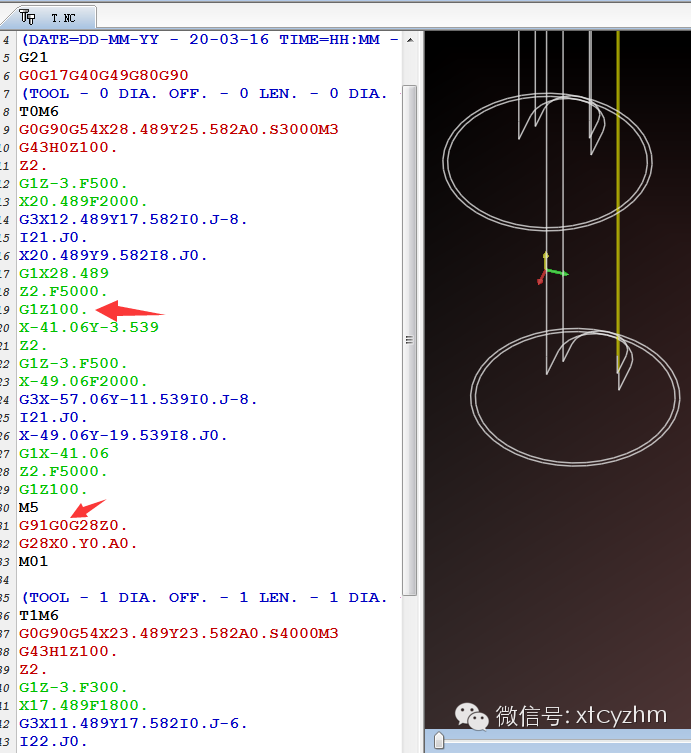
看后处理出来的程序如何。
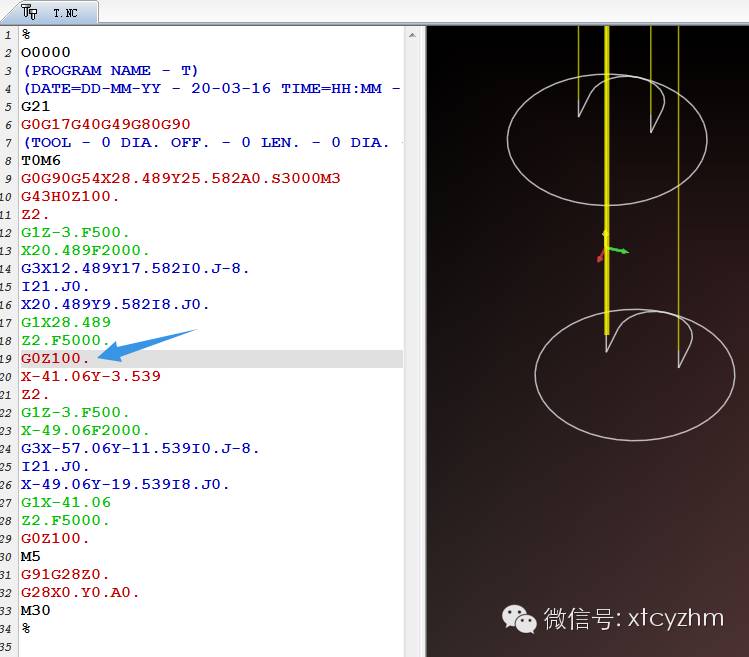
这里的内部抬刀,还是有G0的出现,接下来我们再修改后处理。
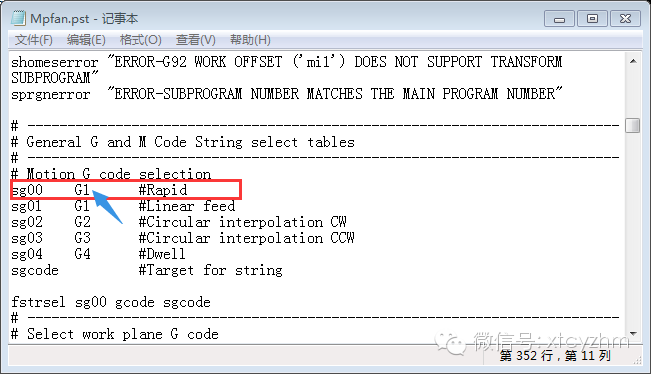
把红色框里面原来的G0改成G1。
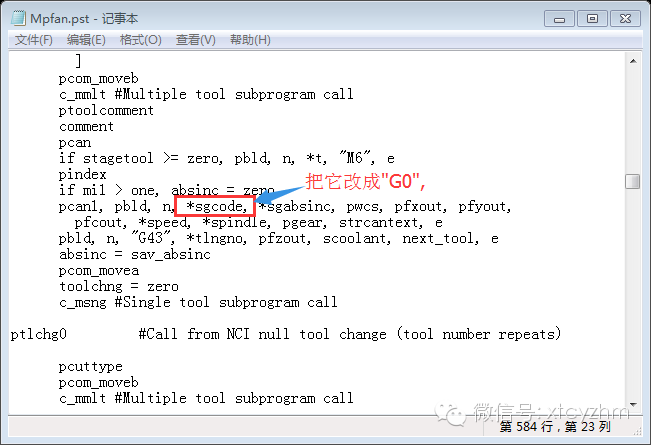
将 *sgcode改为“G0”,共有两处需要修改的地方,下面还有一处,各位自己查找替换它。
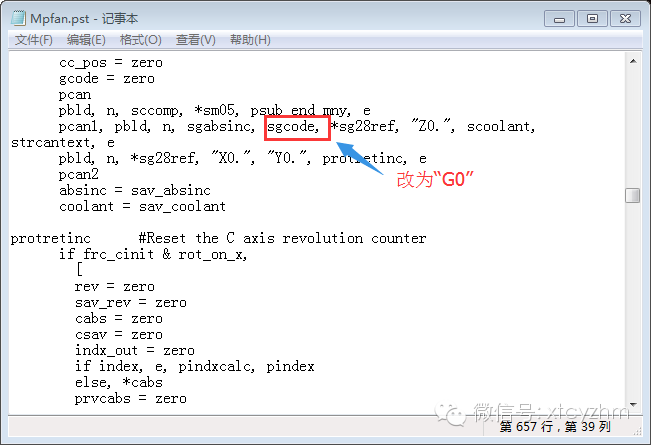
这里的*sgcode替换成“G0”。这里的是Z轴回原点,前面添加G0,不然会以G1的速度回零。
这里我们再后处理出来程序看看是不是我们想要的。
这就是我们想要的结果了。
后记:这只针对特定的机器制作的后处理。学习的是方法和技巧。个人知识范围有限,如果大家有更好更方便的方法,也期待您能够分享!
原创作品欢迎大家指正。我是黄工,零件产品编程专家,黄工数控编程创始人,如果你对本文有什么问题或质疑,请留言或加我微信&QQ(15628050)探讨。
如果你从本文学//www.58yuanyou.com到了技术,可以把本文分享给你的朋友哦~